認識焊條電弧焊:焊接過程、特點和工具

焊條電弧焊是一種發展較早的電弧焊方法,目前仍然是應用最廣泛的一種焊接方法。
焊條電弧焊的焊接過程
焊條電弧焊由弧焊電源、焊接電纜、焊鉗、焊條、焊件、電弧構成焊接回路,如下圖所示。焊接時采用接觸短路引弧法引燃電弧,然後提起焊條并保持一定的距離,在弧焊電源提供合适的焊接電流和電弧電壓下電弧穩定地燃燒。在電弧的高溫作用下,焊條和焊件局部被加熱到熔化狀态,焊條端部熔化後的熔滴和焊件被熔化的母材金屬熔合在一起形成熔池,随着電弧的不斷移動,熔池也随着移動,熔池中的液态金屬逐步冷卻結晶後便形成了焊縫。

在焊條電弧焊的焊接過程中,焊條的焊芯熔化後以熔滴的形式向熔池過渡,同時焊條的外部藥皮産生一定量的氣體和液态熔渣,産生的氣體充滿在電弧和熔池的周圍,隔絕空氣,可以保護熔滴和熔池液态金屬,同時液态的熔渣密度比熔池的液态金屬密度小,熔渣浮在熔池液态金屬上面也起到保護熔池的作用。并且液态熔渣凝固後成為渣殼覆蓋在焊縫金屬表面,可防止高溫的焊縫金屬被氧化,減慢焊縫的冷卻速度。
在焊接過程中,液态金屬與液态熔渣和氣體之間進行脫氧、去硫、去磷、去氫和滲合金元素等複雜的焊接冶金反應,從而使焊縫金屬獲得合适的化學成分和組織。
焊條電弧焊的特點
焊條電弧焊的應用非常廣泛,有以下特點:
設備簡單:成本低焊條電弧焊使用具有下降外特性的弧焊電源及一些簡單工具,設備結構簡單,便于現場維護、保養和維修;設備輕,便于移動;設備使用、安裝方便,操作簡單;投資少,成本低。
工藝靈活:适應性強焊條電弧焊适用于碳素鋼、合金鋼、不鏽鋼、鑄鐵、銅及其合金、鋁及其合金、鎳及其合金的焊接。利用電纜可以延伸較遠距離的焊接。适用于不同位置、接頭形式、焊件厚度、單件産品或批量産品以及複雜結構焊接部位的焊接。對一些不規則的焊縫、不易實現機械化焊接的焊縫以及在窄位置等的焊接,焊條電弧焊顯得工藝更靈活、适應性更強。
勞動強度高、效率低:焊條電弧焊采用的焊條長度有限,不能連續焊接,所以效率低。由于采用手工操作,工人的勞動條差,勞動強度大,焊縫的質量在一定程度上取決于焊工的操作技能水平。
焊條電弧焊的工具
焊條電弧焊常用的工具有焊鉗、焊接電纜、面罩、清揸工具、焊條保溫筒和一些輔助工具。
一、焊鉗:焊鉗是用以夾持焊條(或碳棒)并傳導電流以進行焊接的工具。焊接對焊鉗有如下要求:
焊鉗必須有良好的絕緣性,不易發熱。
焊鉗的導電性能要好,與焊接電纜連接應簡便可靠,接觸良好。
焊鉗應能夾緊焊條更換焊條方便,并且質量輕,便于操作,安全性高。
常用焊鉗有300A、500A兩種規格,常用型号有G-352和G-382,焊鉗構造如下圖所示。

焊接:電纜焊接電纜的作用是傳導焊接電流。焊接對焊接電纜有如下要求:
焊接電纜用多股細純銅絲制成,其截面應根據焊接電流和導線長度來選。
焊接電纜外皮必須完整、柔軟、絕緣性好,如外皮損壞應及時修好或更換。
焊接電纜長度一般不宜超過20~30m,如需超過時,可以用分節導線,連接焊鉗的一段用細電纜,便于操作,減輕焊工的勞動強度;電纜接頭最好使用電纜接頭連接器,其連接簡便牢固。
焊接電纜型号有YHH型電焊橡膠套電纜和YHHR型電焊橡膠套特軟電纜,電纜的選用可參考下表。

面罩:面罩是為防止焊接時産生的飛濺、弧光及其它輻射對焊工面部及頸部損傷的一種遮蔽工具,有手持式和頭盔式兩種。面罩上裝有用以遮蔽焊接有害光線的護目遮光鏡片,其可按下表選用。為防護護目鏡片不被焊接時的飛濺損壞,可在外面加上兩片無色透明的防護白玻璃。有時為增加視覺效果可在護目鏡後加一片焊接放大鏡。

焊條保溫筒:焊條保溫筒能使焊條從烘箱内取出後放在保溫筒内繼續保溫,以保持焊條藥皮在使用過程中的幹燥度。焊條保溫筒在使用過程中,先連接在弧焊電源的輸出端,在弧焊電源空載時通電加熱到工作溫度150~200度後再放入焊條,可裝5kg,并且在焊接過程中斷時應接入弧焊電源的輸出端,以保持焊條保溫筒的工作溫度。
角向磨光機:角向磨光機有電動和氣動兩種,電動角向磨光機轉速平穩、力量大、噪聲小、使用方便;氣動磨光機質量輕、安全性高,但對氣源要求高。所以手持電動式角向磨光機用得較多。角向磨光機用于焊接前的坡口鈍邊磨削、焊件表面的除鏽、焊接接頭的磨削、多層焊時層間缺陷的磨削及一些焊縫表面缺陷等的磨削工作。
敲渣錘:敲渣錘是清除焊縫焊渣的工具,焊工應随身攜帶。敲渣錘有尖鋸形和扁鏟形兩種,常用的是尖鋸形。清渣時焊工應戴平光鏡。
氣動打渣工具:氣動打渣工具可以減輕焊工清渣時的勞 動強度,尤其采用低氫型焊條焊接開坡口的厚闆接頭時,手工清 渣占全部工作量的一半以上,采用氣動打渣工具,可以縮短2/3的時間,而且清渣更幹淨、輕便、安全。
最新文章
-

張秀東注釋
4小時前 -
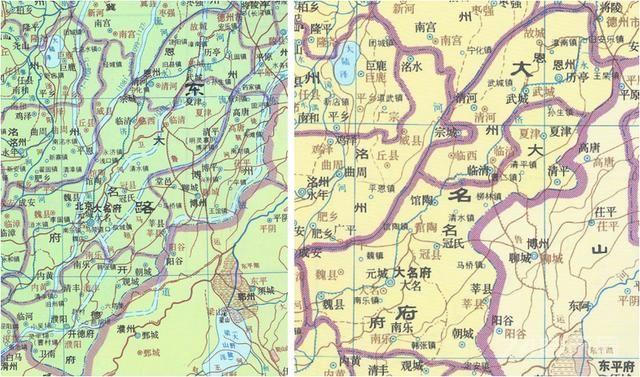
北宋這些縣到了金朝,為何出現治所大搬家的情況,發生了什麼事
4小時前 -

黑神話悟空:看懂金蟬子為啥被貶,才明白黃眉為什麼要禍亂人間
5小時前 -

RSI選股方法
5小時前 -
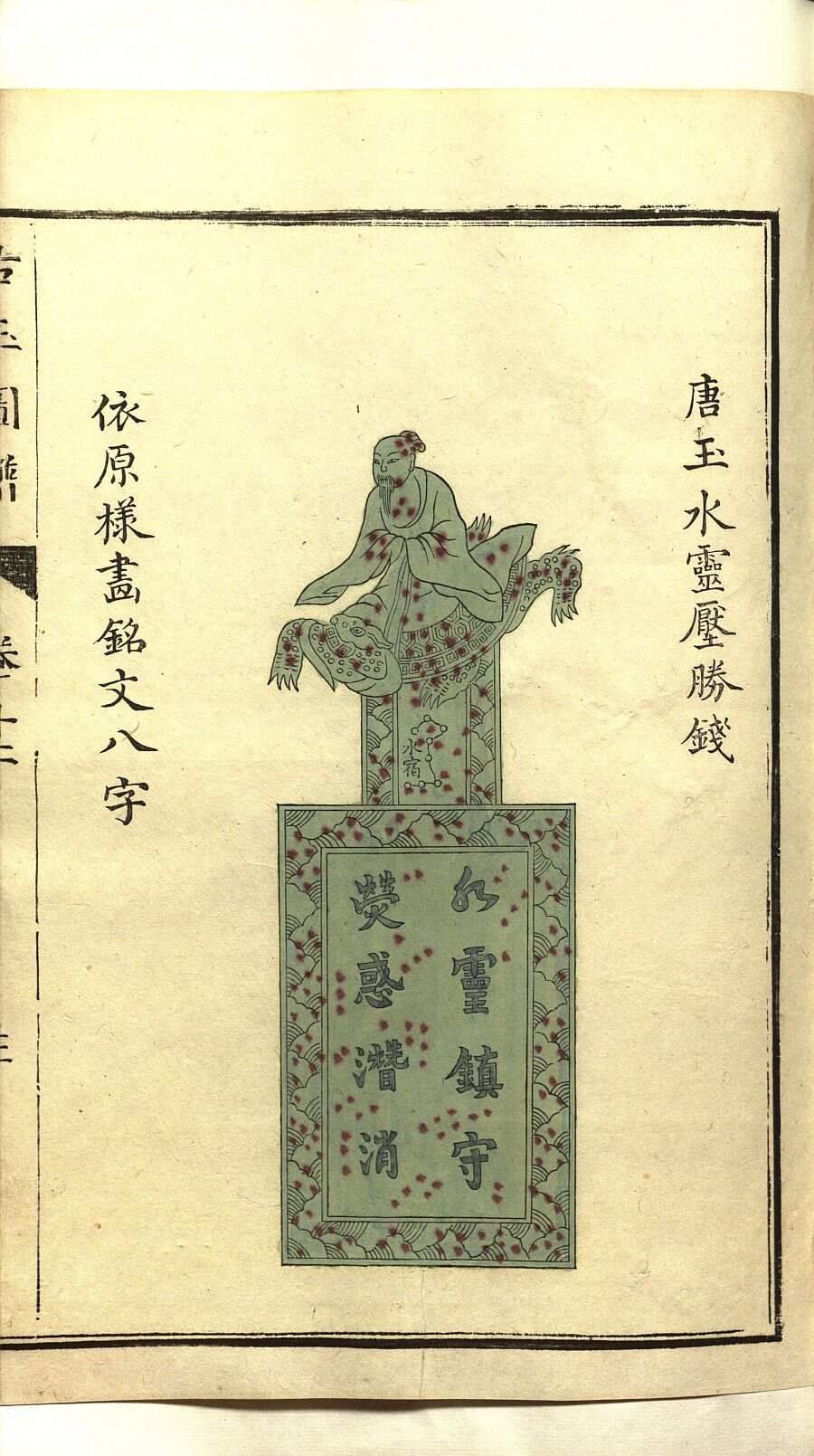
古玉圖譜 – 書格
5小時前 -
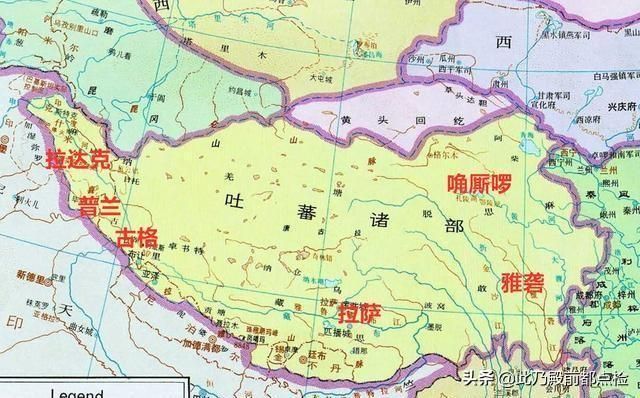
西藏和青海是如何納入中國版圖的來看吐蕃瓦解後千年曆史演變
5小時前 -
炒股秘籍,實圖講解MACD指标,零軸金叉技巧選出買點!
5小時前 -

請你欣賞宋代名畫------晴春蝶戲圖
5小時前








有話要說...