钣金展開中折彎扣除法與補償法兩種方法如何選擇

方法一:折彎扣除法
折彎扣除法:通常是指回退量,也是一種不同的簡單算法來描述折彎的過程。折彎扣除法是指零件的展平長度L等于理論上的兩段平坦部分延伸至“尖點”(兩平坦部分的虛拟交點)的長度之和減去折彎扣除(A)。因此,零件的總長度可以表示為方程L=L1 L2-A,如果用外尺寸 外尺寸(含料厚的尺寸)就要減去系數。

方法二:折彎補償法
折彎補償法:将零件的展開長度(L)描述為零件展平後每段長度的和再加上展平的折彎區域的長度。展平的折彎區域的長度則被表示為“折彎補償”值(A)。因此整個零件的長度就表示為方程:L=L1 L2 A,如果用内尺寸 内尺寸(不含料厚的尺寸)就要加系數。
展開尺寸=直線尺寸 圓周率*中線半徑*夾角/180*折彎系數。折彎系數根據材料的軟硬來決定,不鏽鋼為0.92,Q235為0.84,錳鋼為0.96,材料越硬系數越大,但不超過1倍闆厚,普通熱軋闆延伸量約0.6倍闆厚,冷軋闆延伸量約1.3倍闆厚。

T:材料厚度;R:折彎圓角;A:折彎圓角展開尺寸;折彎線尺寸:L3=L1 A/2;展開尺寸:L=L1 L2 A
兩種方法的選擇:
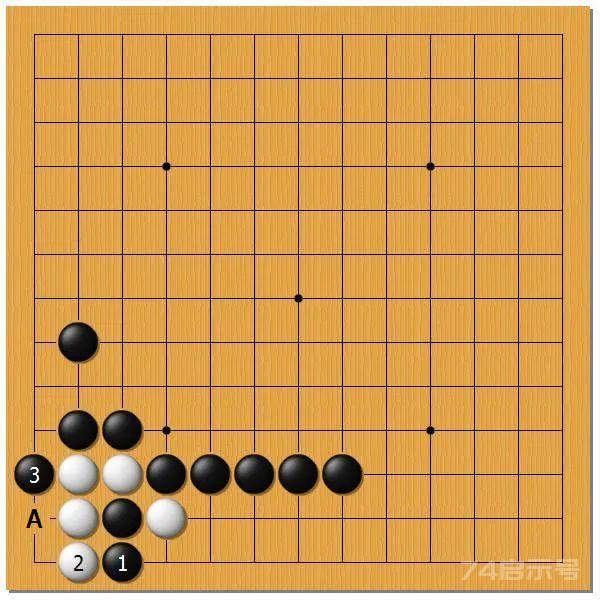
後者,系數按0.45-0.5倍的料厚來計算,比如,折彎邊A為10(不含料厚),B為15(不含料厚),材料厚度為0.8,A B 0.45*0.8=25.36,展開長度為25.36内R大于零時,就要跟據R與料厚的值來确定展開系數了,非90度折彎的展開也要區分内R=0和内R大于0兩種情況,内R大于0時,任何一個R值的展開尺寸都不相同。1.2mm厚的Q235冷闆,通常選用7mm寬的下模,已知折彎90°的延伸量為2.1,每翼外檔尺寸都是100的L形工件,其展開尺寸為:100 100-2.1=197.9。如果闆材拆彎2次,就減去2個延伸量,折彎3次,減去3個延伸量……依此類推。
如果折彎角度不是90°,其延伸量就要按折彎比例打折扣。如折彎45°,延伸量取二分之一,即1.05,30°。取三分之一,即0.7。

上一篇
文竹/常春藤
最新文章
-

太師修行問答48:人生隻是演戲瑜伽也能修禅,能達到幾禅
7分鐘前 -
![[書法]閑暇草書彙03](https://m.74hao.com/zb_users/upload/2024/10/202410161729086639361289.png)
[書法]閑暇草書彙03
24分鐘前 -

3D技巧:兩碼和差選号法
46分鐘前 -
“落日無情最有情,遍催萬樹暮蟬鳴”楊萬裡詩五首,風格清新自然
1小時前 -
《玄理賦》五行生克的太過不及 等
1小時前 -

《老山1984-1989,中越老山之戰實錄》連載之二:118團8連收敲掉54
2小時前 -

攝影:故鄉的秋色(2)
2小時前 -

論入宅歸火擇吉(續)第二,坐向要吉 坐向要吉,主要是指所選日課
2小時前








有話要說...